English
English Русский
Русский Français
Français Español
Español Tiếng Việt
Tiếng Việt 한국인
한국인 日本語
日本語 แบบไทยไทย
แบบไทยไทย Indonesia
Indonesia Deutsch
Deutsch Português
Português عربي
عربي हिन्दी
हिन्दी Українська
Українська Türkçe
Türkçe Malaysia
Malaysia Italiano
Italiano



Skid-Mounted Type
- Capacity: 100KG-1+Ton/Batch/Set;
- Pyrolysis Efficiency: 1furnace/day;
- Feeding:manual;
- Feature: Easy installation

Solid waste and hazardous waste include waste rubber, waste tires, waste plastics, waste sludge, biomass, waste oil, etc. Henan Doing Company can provide pyrolysis plant and distillation plant, and customize solutions according to material characteristics and customer needs to ensure efficient recycling and realize resource utilization.









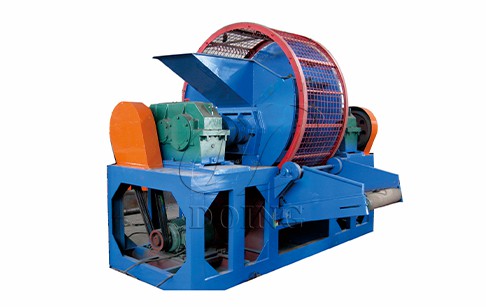
 Waste Rubber
Waste Rubber
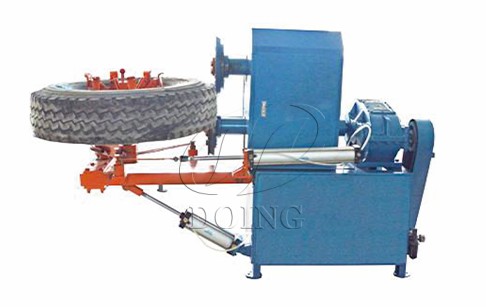
 Old tires
Old tires
 Plastic Waste
Plastic Waste
 Alumium Plastic
Alumium Plastic
 Biomass
Biomass
 Medical Waste
Medical Waste
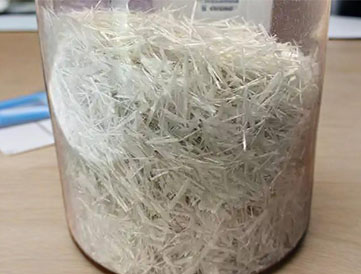 Retired Fan Blades
Retired Fan Blades








Our cutting-edge pyrolysis reactor technology guarantees uniform heating and highly efficient cracking of various waste materials. This maximizes the yield of valuable products while minimizing energy consumption, setting a new standard in resource efficiency.
Leveraging a proprietary pyrolysis process design, we significantly enhance the conversion rate of feedstock into high-quality pyrolysis oil, providing an exceptional source of liquid fuel that supports both economic and environmental goals.
Our system efficiently recovers carbon black, a valuable material for industrial use, while closed-loop syngas recirculation powers the reactor, ensuring self-sufficiency in heating and eliminating the need for external fuel sources.
Crafted from high-grade industrial steel or stainless steel, our pyrolysis reactors are built for durability and long-term performance. All components, manufactured to ISO 9001 standards, undergo rigorous ultrasonic thickness testing to ensure reliability and safety.

Engineered for versatility, our pyrolysis plants are adaptable to varying feedstock volumes and processing needs. Designed to align with global waste treatment, recycling, resource regeneration, and carbon neutrality targets, our solutions contribute to sustainable environmental practices.

Featuring intelligent PLC control systems, our pyrolysis plants provide precise parameter management, ensuring smooth, consistent operations, heightened safety, and maximized output efficiency.

 Pyrolysis oil
Pyrolysis oil
 Black engine oil
Black engine oil
 Used motor oil
Used motor oil
 Liquid oil sludge
Liquid oil sludge
 Skid-Mounted Type
Skid-Mounted Type
 Solid Catalyst Type
Solid Catalyst Type
 Liquid Catalyst Type
Liquid Catalyst Type
Featuring an advanced vertical column design and precise control mechanisms, our distillation plant ensures high-purity and high-output non-standard diesel separation, optimizing the efficiency of each distillation cycle.
Equipped with cutting-edge heat exchangers, our plant maximizes energy recovery by recycling process heat, significantly reducing both operational costs and environmental impact in line with sustainable energy practices.
Our multi-stage filtration and purification system effectively removes impurities, ensuring that the final diesel product meets stringent quality standards with superior color, odor, and overall quality, in compliance with global environmental regulations.
Offering both liquid and solid catalyst options, our solutions cater to various customer needs, from cost-effectiveness and energy efficiency to high levels of automation, enabling optimal customization to meet market demands.
Real-time analytics and automated control systems continuously optimize distillation parameters, ensuring consistent product quality, enhanced operational efficiency, and reduced human error, all while contributing to carbon neutrality.
Designed with space optimization and low energy consumption in mind, our plant offers an environmentally responsible and economically viable waste oil recycling regeneration solution that aligns with global policies on waste recycling, resource regeneration, and carbon reduction.

contact us
CONTACT US